
切断法においても溶接法と同様に種々な熱エネルギーが活用されていて、熱切断法を大別すると下図のようになります。
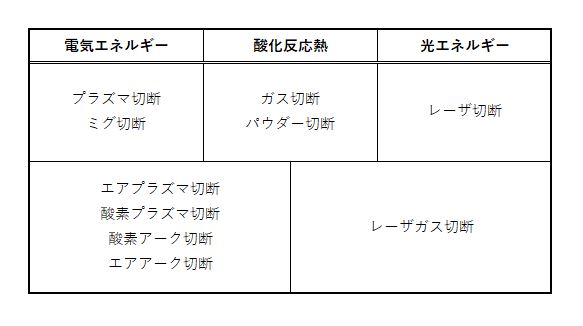
電気エネルギーを利用した切断法の代表例はプラズマ切断、酸化反応熱を利用した切断法の代表例はガス切断、そして光エネルギーを利用した切断法の代表例はレーザー切断です。
しかし最近では、作動ガスに空気を用いるエアプラズマ切断、アシストガスに酸化性ガスを用いるレーザーガス切断など、エネルギー源を複合して切断特性や能率を改善した切断法の適用が増加しています。
Sponsored Link
ガス切断
ガス切断は、比較的良好な切断品質が得られるうえに、ランニングコストが安価で機器もシンプルな構造となっています。そのため、炭素鋼の切断を中心に種々な産業分野で幅広く適用されています。この切断方法の最大の特徴は、切断部の溶融に必要な熱エネルギーとして、切断材料である鉄自身の酸化反応熱を利用することです。
ガス切断の原理は予熱炎と呼ばれるガス炎で切断部を発火温度(約900℃)まで加熱し、その部分へ酸素ガスを吹き付けることによって切断材である鉄と酸素との激しい化学反応(酸化現象)を生じさせます。そのときに発生する反応熱、すなわち鉄の燃焼によって生じる反応熱で母材金属を溶融し、溶融された母材金属を酸素ガス流で吹き飛ばして切断します。予熱炎を形成する燃焼ガス(予熱ガス)としては、アセチレンが一般的ですが、近年では、プロパン、プロビレン、エチレン、ブタンあるいは天然ガスやそれらの混合ガスの使用が増加しています。
ガス切断は鋼を切断するのに優れた方法で、軟鋼の場合には、1000mmを超える厚板にも適用することが可能です。現在のところ、板厚50mm以上の厚鋼板に対する実用的な熱切断法はガス切断が唯一の方法です。
しかし、炭素や各種合金元素を多く含む材料では、それらの元素が切断現象を阻害する因子として作用するため、ステンレス鋼や鋳鉄などへのガス切断の適用は困難です。このような材料に対しては、鉄のガス切断の応用であるパウダ切断が用いられます。パウダ切断では切断酸素に鉄粉を混入させ、その鉄粉の酸化反応を利用してステンレス鋼などの切断を可能にします。
Sponsored Link
プラズマ切断
プラズマ切断は、ノズルで拘束して高温化させたプラズマアークを利用する熱切断法です。プラズマ溶接とのもっとも大きい相違点は、溶融金属を除去するために、作動ガス(補助ガス)として高速のガス気流を切断部へ吹付けることです。
プラズマアークの起動方法には、電極とノズルの間に発生させた比較的小電流のパイロットアークを利用してメインアークを発生する方式と、ノズルを母材へ接触させてメインアークを発生する方式があります。前者は中、大容量の切断機に、後者は比較的小容量の切断機に用いられます。
作動ガス(プラズマガスおよび補助ガス)には一般に、アルゴン、アルゴンと水素の混合ガス、窒素あるいは窒素と水(水蒸気)などを用います。しかし近年は、酸化反応熱を利用して切断効率を格段に向上させるために、空気や酸素を用いる方法が増加しています。空気を用いる方法はエアプラズマ切断と呼ばれ、コンプレッサなどで得られる圧縮空気を作動ガスに利用します。エアプラズマ切断は比較的小電流でも良好な切断性能が得られることから、手軽で安価な切断方法として種々な分野で実用化されています。
プラズマ切断の電極には、通常、タングステン電極を用いますが、酸化性ガスである空気や酸素を用いる場合には酸化雰囲気でも高い融点を持つハフニウム(Hf)やジルコニウム(Zr)を銅シースの先端部に埋め込んだ電極が用いられます。タングステンは酸化すると、その融点が急激に低下します。このため、酸化性ガス中で使用すると消耗が著しく、電極としての役割を果たすことができなくなるためです。
プラズマ切断には、ガス切断のように炭素量や合金成分などによる制約はなく、鋳鋼やステンレス鋼はもとよりアルミニウムなどの非鉄金属にも適用することができます。また、ガス切断に比べて熱影響部が狭く、切断溝幅は狭く、高速切断が可能になるなどの長所を持ちます。
Sponsored Link
レーザ切断
レーザー切断は、母材表面に集光されたレーザ光のエネルギーを熱エネルギーに変換して切断部を局所的に溶融し、そこへ高圧のアシストガス(補助ガス)を吹付けて、溶融金属を吹き飛ばすことによって切断する方法です。
レーザ発振器で生成したレーザ光をレーザヘッドへ導き、レーザヘッドとワークを搭載した加工テーブルとをNC装置で制御して自動切断作業を行います。
レーザ切断、ガス切断およびプラズマ切断の切断品質を比較すると、レーザ切断は、面粗度、切断幅および切断精度ともに他の切断方法よりも優れ、母材に及ぼす熱影響は極めて少なく、切断速度も比較的速くすることができます。しかし、レーザ切断が適用できる板厚には限度(軟鋼の場合で25㎜程度の板厚まで)があり、それ以上の厚板になるとレーザ切断が持つ良好な切断特性が損なわれます。
| 切断方法 | 面粗度 | 切断幅 | 切断精度 | 熱影響 | 切断速度 |
|---|---|---|---|---|---|
| ガス切断 | 50μm程度 | 1.0mm~ | 0.5~1.0mm | 大 | 遅い |
| プラズマ切断 | 30~100μm | 0.5mm~ | 0.5~1.0mm | 小 | 速い |
| レーザ切断 | 20~100μm | 0.3~0.6mm | 0.05~0.1mm | かなり小 | 速い |
ウォータージェット切断
ウォータージェット切断は、高圧(100~600Mpa程度)の水噴流を利用して切断する方法です。
水噴流のみで切断する方法は、ストレートウォータージェット(通常水噴流)切断と呼ばれます。また、研磨材を混入した水噴流を利用して、水噴流で加速された研磨材と切断材の間で生じる衝突を利用して切断する方法は、アブレシブルウォータージェット(研磨材添加水噴流)切断と呼ばれます。
ウォータージェット切断は、非金属や複合材などへの適用も可能で、ゴム、皮革、服地、紙、木材、冷凍食品、プラスチックおよびFRPなどの切断には、ストレートウォータージェット切断を用います。アブレシブルウォータージェット切断は、ストレートウォータージェット切断では切断することのできない金属、セラミックス、コンクリート、鉄筋コンクリート、ガラスあるいは岩石などの切断に適用されます。
金属などに対する切断速度は、他の切断法に比べて著しく遅いですが、切断材におよぼす熱影響はほとんどありません。また、複雑な形状の切断にも対処できるなど他の切断法にはない大きな長所を持っています。
Sponsored Link